Cynkowanie metalu
Drukować
2012-10-17 09:28
Każdego roku korozja niszczy setki milionów ton metalu, dlatego też ważnym zadaniem jest jej zapobieganie. Jednym z najpopularniejszych i najprostszych sposobów ochrony metalu jest cynkowanie. Cynkowanie - to pokrywanie metalu cienką warstwa cynku w celu ochrony przed korozją. Mechaniczna zasada ochrony jest następująca: cynk okrywający powierzchnię pierwszy włącza się w reakcję korozyjną, natomiast podstawowy metal pozostaje nietknięty. Ponadto pokrywając stal cynkiem tworzy się elektrolityczna powłoka Fe-ZN, inaczej nazywana ochroną katodową, ze względu na którą cynk jest mniej narażony na proces utleniania.
Grubość nakładanej warstwy cynku zależy od używanego procesu cynkowania, temperatury, czasu trwania procesu i waha się średnio od 5 do 150 mikrometrów. Obecnie jest dużo różnych sposobów cynkowania, które różnią się od siebie dokładnością, grubością nakładanej warstwy oraz ceną. Większość technik pokrywa powierzchnie folią, natomiast w cynkowaniu termodyfuzyjnym warstwa cynku zlewa się z metalową powierzchną.
Cynkowanie na gorąco to pokrywanie powierzchni metalowych warstwą cynku poprzez zanurzanie produktu w ciekłej kąpieli cynkowej o temperaturze 460 stopni. Cynk utlenia się tworząc tlenek cynku ( ZnO), w innych reakcjach z CO2 tworzy węglan cynku ( ZnCO3) - zazwyczaj jest to w miarę trwała matowa szara warstwa hamująca korozję. W warunkach przemysłowych cynkowanie na gorąco zabezpiecza elementy przed korozją na 65 lat, w nieagresywnych, pozamiastowych warunkach - 120 lat.
Galwaniczne albo elektrolityczne cynkowanie to elektrolityczne osadzanie cynku na powierzchni metalowej.
W procesie zimnego cynkowania powierzchnie metalowe są pokrywane farbami zawierającymi proszek cynkowy, które pokrywają metal i w taki sposób chronią go przed korozją.
Cynkowanie termodyfuzyjne - jest to taki sposób ochrony metalu, w którym powierzchnia metalu pokrywana jest cynkiem, pochodzącym z komory spalania, w której proszek cynkowy w został rozgrzany do temperatury 360-460 stopni. Cząsteczki cynku wchodząc w reakcję z powłoką metalową zamieniają jej cząsteczki. Jest to proces termodyfuzji cynku w głąb struktur metalicznych żelaza. Metoda ta znana jest od dawna, natomiast wcześniej była jedną z najdroższych i jej rezultaty nie były stabilne. Obecnie, w okresie rozwoju nowych technologii, w których do cynkowania używany jest nie tylko cynk, ale i specjalne mieszanki z cynkiem (80proc. cynku, 20 proc. - opatentowanego roztworu), cynkowanie termodyfuzyjne stało się najbardziej niezawodnym sposobem, wykazującym się szczególnie dokładnym pokrywaniem metalowych powierzchni. Pokrywane elementy w taki sposób są bardzo odporne na korozję, wytrzymują tyle samo, co pokrywane podwójna warstwą sposobem na gorąco.
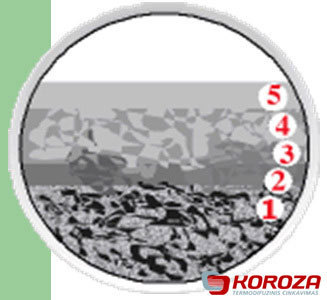
1 Metalowa podstawa
2 Mieszanka Fe i Zn
3. Warstwa cynkowa Fe11Zn40
4. FeZn7
5. Fezn7+Zn
Ochrona elementów mocujących przed korozją
Jednym z największych problemów jest korozja gwintów elementów mocujących. Z tym problemem na co dzień spotykają się drogowcy, kolejarze, którym korozja nie pozwala sprawnie odkręcić śrub. Najczęściej problem rozwiązywany jest poprzez odcięcie elementu mocującego i zastąpić go nowym, a to wiąże się z dużymi wydatkami. Na przykład znaki drogowe są mocowane do zabetonowanych słupów przy pomocy śrub. Ze względu na to, że zimą na drogach stosuje się dużo soli, śruby te i nakrętki szybko rdzewieją i w późniejszym czasie są nie do odkręcenia. Przy wymianie znaku czy ich porządkowaniu elementy mocujące należy ucinać. Poza tym nowego znaku nie da się założyć na starym słupku - potrzebne będzie nowe mocowanie albo i cały słupek, który na nowo trzeba będzie zabetonować. Jest to aktualne zarówno dla barierek ochronnych jak i innych elementów mocowanych śrubami.

Taką śrubę trzeba będzie odcinać
Problem taki powstaje nawet przy stosowaniu pewnego sposobu cynkowania, czyli na gorąco. W procesie cynkowania na gorąco nakładana gruba warstwa cynku zmienia wymiary śrub. W celu zakręcenia na śrubie nakrętki robi się dodatkowe nacięcie, w czasie którego najczęściej warstwa cynku zostaje uszkodzona. W takich przypadkach warstwa cynku na elemencie złącznym będzie go chroniła przed korozją, natomiast trafiając w agresywne środowisko i będąc narażone na działanie soli - ulegnie korozji. Termodyfuzyjny sposób pokrywa dwa razy cieńszą warstwą powierzchnię, dlatego też nie potrzeba potem robić dodatkowych nacięć, a warstwa cynku pokrywa całą powierzchnię elementów równomiernie. Zakręcane elementy mocujące pokryte warstwą cynku tą technologią są bardzo przydatne szczególnie tym, którzy używają różnych elementów złączy w agresywnych warunkach. Jest to aktualne dla budowniczych mostów, inżynierów, gospodarzy wilgotnych i mokrych terenów, eksploatujących urządzenia oczyszczające. Przydatne są nawet dla producentów domowego sprzętu AGD, gdyż często zdarza się, że przy wymianie silnika w odkurzaczu, by go wymontować, trzeba poucinać elementy złączne, a nowe drogo kosztują. Niestety producenci intensywnie wprowadzają innowacje, przy tym samym oszczędzając, nie zwracają uwagi na drobiazgi, które tak naprawdę mogłyby ułatwić eksploatację i obniżyć jej cenę.

Śruby i nakrętki cynkowane sposobem termodyfuzyjnym nie zmieniają swojej objętości.
Możliwości cynkowania termodyfuzyjnego
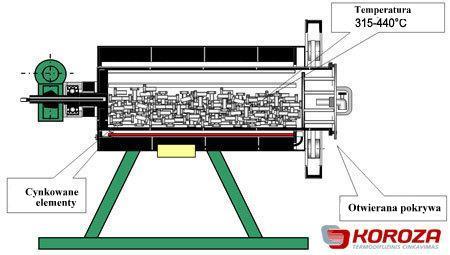
Komora cynkowania termodyfuzyjnego
Elementy pokryte sposobem termodyfuzyjnym są matowe, o lekko szarawym odcieniu. Sposób termodyfuzyjny stwarza nowe możliwości w pokrywaniu metalu. Pokrywa on bardzo równomiernie nawet skomplikowane i drobne elementy. W odróżnieniu od innych sposobów cynkowania, w tym nie można pokrywać powierzchni dotkniętych korozją. Natomiast zdążają się przypadki, kiedy to nieuczciwi producenci cynkują zardzewiałe elementy pokrywając je cynkową błoną i stosując inne metody cynkowania. Nawet po ponownym cynkowaniu uwidaczniają się plamy powstające na skutek dotkniętych korozją miejsc, a które można ukryć podczas cynkowania na gorąco. Powierzchnie elementów, które po takim cynkowaniu są malowane na niejednolity kolor oznaczać mogą, że do produkcji tych elementów były wykorzystywane odpady metalu nie najlepszej jakości.
Ze względu na niską temperaturę stosowaną w procesie cynkowania termodyfuzyjnego, można pokrywać cynkiem także metal sprężysty, który po takim procesie nie ulega odkształceniu. Dla przykładu: piec do cynkowania termodyfyzyjnego został nabyty przez fabrykę Mercedesa, która obecnie tą metodą będzie pokrywała części samochodowe.

Elementy o niezwykle dokładnych wymiarach

Zawiasy

Skomplikowane części, w których elementy połączone ze sobą albo zespawane
Samo cynkowanie nie nadaje elementom dekoracyjności. Najczęściej błyszczącą metalową powierzchnię czy odcienie uzyskuje się poprzez dodatkową obróbkę ocynkowanej powierzchni w roztworze zawierającym chrom.
PORÓWNANIE RÓŻNYCH SPOSOBÓW CYNKOWANIA
Podstawowa charakterystyka Cynkowanie na gorąco
|
Podstawowa charakterystyka |
Cynkowanie na gorąco |
Cynkowanie elektrolityczne |
Pokrywanie mechaniczne |
Malowanie farbami z cynkiem |
Szerardyzowanie (klasycznie) |
Cynkowanie termodyfu zyjne (Koroza) |
|
|
Czy możliwe jest pokrywanie powierzchni cynkiem bez uprzedniego przygotowania? |
Nie |
Nie |
Nie |
Nie |
Nie |
W większości wypadków tak |
Tak |
|
Odporność na korozję |
Bardzo wysoka |
Średnia |
Średnia + |
Średnia + |
Średnia |
Bardzo wysoka + |
|
|
Grubość powłoki (mic) |
50-120 |
5-15 |
5,15,30 |
~ 20 |
~ 10 |
15-150 |
|
|
Ostateczny wynik procesu |
Niski |
Średni + |
Średni + |
Średni + |
Wysoki |
Wysoki |
|
|
Dokładność pokrywania |
Niska |
Wysoka |
Średnia |
Średnia |
Wysoka |
Wysoka |
|
|
Dodatkowe możliwości malowania po cynkowaniu |
Nie |
Nie |
Tak |
Tak |
- |
Tak |
|
|
Czy proces jest ekonomiczny? |
Nie |
Nie |
Nie |
Nie |
Nie |
Tak |
|
|
Czy można pokrywać drobne elementy? |
Powłoka poniżej 20 mic |
Nie |
Tak |
Tak |
Tak |
Tak |
Tak |
|
Powłoka20-50 mic |
Nie |
Nie |
Tak |
Nie |
Nie |
Tak |
|
|
Powłoka 50 mic+ |
Tak, ale tylko z odwirowaniem w ceramicznych komorach |
Nie |
Nie |
Nie |
Nie |
Tak |
|
|
Poziom zanieczyszczania środowiska |
Bardzo wysoki |
Wysoki |
Średni + |
Średni + |
Średni |
Niski |
|

Cynkuje się arkusze metalu, rury wodociągowe, elementy mocujące, przewody, różne produkty z metalu wykorzystywane w warunkach zewnętrznych.
Zależność grubości powłoki od czasu przebywania w komorze.






























